
铝型材生产过程解析
铝型材的加工过程主要有铝棒熔铸、型材挤压时效、表面处理三个过程。
型材具体加工过程如下:
铝棒熔铸:铝合金型材按照应用的领域可分为工业用铝、民用铝两种。铝合金有多种牌号,不同牌号铝合金的合金成分(合金牌号)不同,在型材挤压之前,需要先熔铸相应牌号的合金铝棒。常用于铝型材热挤压的牌号有6063、6060、6061、6005、6082、3003等。建筑型材一般采用6063材质,此合金成分的材质延展性能好,做出产品表面光滑;需要高强度的工业铝型材一般采用6061、6005、6082等高强度的牌号。
具体铝棒熔铸过程如下:a、 购买纯铝铝锭。b、 合金熔铸,将纯铝铝锭在熔炉中熔化,然后按照每种铝合金牌号成分要求添加其它合金成分,再浇筑至磨具中冷却成型,形成待挤压的合金铝棒。
型材挤压、时效如下:合金铝棒成型后,即可送到型材挤压线,型材挤压前,首先需按照工艺要求将合金铝棒和相应的挤压模具加热到指定的温度范围,达到适当的温度后,热剪炉将铝棒剪切到需要的长度,剪切后的铝棒由机械手送入挤压机进行挤压,通过不同的模具可以挤压出不同断面的型材。此时挤压出来的型材是没有强度的,在定尺断料后,需要送入时效炉按照工艺要求升温至相应的温度保持数小时完成时效,增加强度。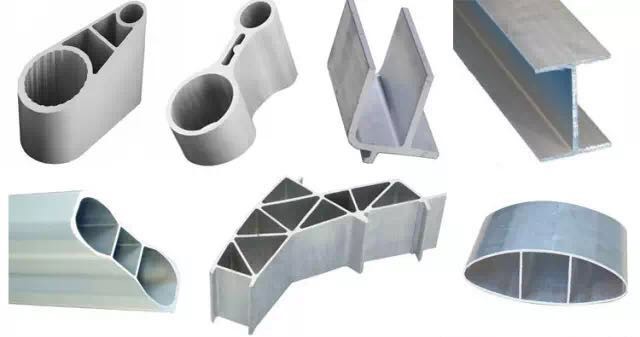
表面处理:型材成型具有一定强度后,即可进行表面处理,铝型材大概有三种表面处理方式:喷涂、氧化、木纹转印。粉末喷涂、氟碳喷涂的原理是基本一致的;阳极氧化、电泳的基本原理一致。木纹转印在喷涂或电泳基础上再进行后续处理。在所有的表面处理前,都需要进行前处理,前处理的作用:清除型材表面挤压过程中的灰尘、污垢、油脂、手印等,裸露出纯洁的金属基体。
粉末喷涂、氟碳喷涂:型材与喷枪形成正负两极,在两极中形成静电高压电场,喷出的涂料粒子带电,在电场作用下在型材表面形成均匀漆膜,最后烘烤固化。粉末喷涂与氟碳喷涂的区别在于粉末喷涂喷出的是粉末颗粒,氟碳喷涂喷出的是一种漆。膜厚度除送第三方检测院进行检测外,有条件的也可使用手持膜厚检测仪进行检测。
阳极氧化:把型材置于电解质溶液中,利用电解作用,使其表面生成氧化膜;将氧化后的型材置于无机盐电解质溶液中进行电解,使溶液中的金属离子渗入到氧化膜针孔中,从而使氧化膜着色;最后封孔,封闭阳极氧化产生的氧化膜孔隙,提高膜层防污染、抗腐蚀性能。
电泳:将阳极氧化后的型材置于热固化水溶性丙烯酸透明树脂漆溶液中,在电场作用下,带负电荷的涂料粒子向型材移动,形成漆膜;最后烘烤固化。
木纹转印:平面基材工艺流如下程第一步:选取已经喷涂或电泳好了的基材
第二步:将木纹热转印纸正面与被转印基材的正面对铺
第三步:平板热转印机加压、加热,通常转印的温度为160~180℃,时间为18~25秒
第四步:撕下热转印纸,使用PET热转印膜转印